
Can Defects: Causes, Effects, and Prevention
by Niña Munoz, Marketing Executive
Updated: January 2024
Can makers invest in research and development to further improve manufacturing efficiency to increase productivity without necessarily increasing cost. With the use of innovative technology that assures the quality of end products, some defects still make their way into this high-speed production. These defects are caused by factors like inefficient tools, lack of quality assurance measurements and simply, machine faults.
It is imperative for canmakers to recognize a defect because one undetected defective product may pose potential damage to their reputation and eventually, if uncaught, damage to the health of consumers. It can also cause an expensive repair budget if a tooling breakage happens. Most importantly, low-quality cans are not ideal for can fillers to buy. Can fillers always want good-looking, safe and quality products, leaving defective cans out of their options. Removing a defective item can save a life and it can always help can makers assess and improve their process. The way to do this is to always be aware of the different types of can defects and their causes:
Critical defects: These defects are serious you can’t just ignore them!
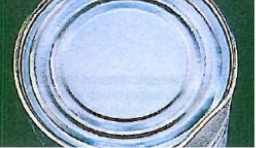
FRACTURES, HOLES, and MISSING SEALS
How to spot these defects easily: Take a look at the opening or where the can is sealed. If there’s a hole, a fracture, missing seal or anything that may cause leakage of the product, then the defect is critical. Can opening breakage is the most famous and most dangerous type of can defect.
Here are some examples:
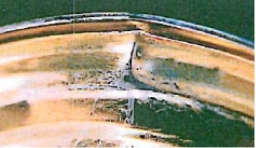

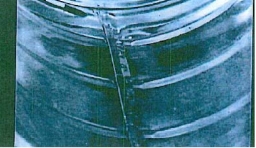

Causes and prevention: Most of these defects were caused by mistakes in the seaming process such as double and sharp seams, mislocked side seams, torn flange and others. Double sheets are often the cause of seaming problems in the opening of cans. Poorly placed sheets being fed to various machines also contribute to seaming problems. The way to prevent these problems is proper detection of sheets being placed in the body making phase and welding phases of can making. Detection of misaligned, displaced or sheets with holes lead to smooth seaming and packaging process. The good news is that there are now sensors that can protect, detect and prevent double or misaligned sheets being fed in the body maker machine, coater, and the thermal oven for curing.
Major Defects: Pay attention to these defects too!
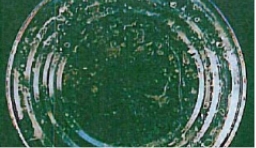
DISTORTED, CORRODED and DENTED
How to spot these defects easily: The difference of these defects from the previous ones is that there are fractures in parts that are far from the can opening. Defects under this category often appear on the body of the can itself. Examples of these defects include corrosion, can stains and can body dents.
Here are some examples:


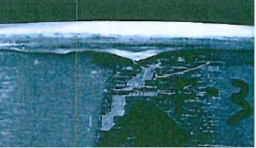
Causes and prevention: Can body distortion and dents are usually caused by improper stacking of cans for transportation. Cans need to be carefully arranged or stacked when being transported to prevent these defects to happen. Corrosion, on the other hand, is caused by incorrect lacquering or missing lacquer on metal sheets. Aside from sheet alignment, transfer and sheet timing detection, spotting areas on sheets with no lacquer will prevent corrosion to happen.
Minor Defects: Most of these defects are the aesthetic problems in cans
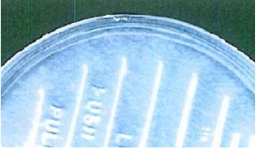
BENDED, RUSTY and MINOR BUCKLES
How to spot these defects easily: These defects may sometimes be dangerous but are generally considered safe with proper labelling. The defects under this category include rusty surfaces, paneled container and body dent but with no damage in the opening and minor buckles on any part of the can.
Here are some examples:
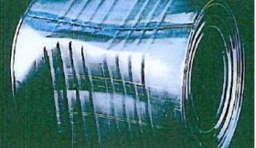
Causes and prevention: Most of the causes of these defects are external and internal pressures, slight rustiness on the surface because of food spoilage residues and other external dents. These defects are slightly difficult to prevent because they are mostly acquired during transportation. Do note, however, that once the can opening is tampered, it is already considered as a critical defect. The way to somehow reduce the existence of these defects is proper storage and transportation.
References:
AOAC International (n.d.). Classification of visible external can defects, p. 3. Maryland, USA: AOAC International. Retrieved January 3, 2019, from http://www.evcofoods.com/pdf/AOAC%20Can%20Defects.pdf
Nelen, L. (2018, December). Personal Interview.
Images from: Association of Food and Drug Officials, Education Committee. (n.d.). A pocket guide to can defects, pp. 14-11. Association of Food and Drug Officials, Education Committee. Retrieved January 3, 2019 from https://www.denvergov.org/content/dam/denvergov/Portals/771/documents
PHI/Food/A%20Pocket%20Guide%20To%20Can%20Defects.pdf
Recommended products:

Double Sheet Detector IS231
Protects production against double sheets without requiring any operator adjustments.
UV Logger IS310
A low-cost credit card-sized device designed to measure and monitor the UV curing process.

Sheet Skew Measurement System IS416
Protects against poorly placed coating by detecting skewed (rotated) sheets at the coater.

Missing Lacquer Detector IS651
Protects against missing lacquer on coated sheets.
OFFICE
Spain
Romà Piera i Arcal, 8
08330 Premià de Mar (Barcelona)
Spain
Multilingual Main Tel:
+34 937 549 526
Email: [email protected]
Hong Kong
11th Floor Dah Sing Life Building
99 Des Voeux Road Central
Hong Kong
Tel: +852 2127 0699
Philippines
808 Citystate Centre Building
709 Shaw Boulevard
1600 Pasig City
Philippines
Tel: +63 2 8696 6965 /
+63 2 8696 6978
USA
7691 N.Overland Trail
80524 Fort Collins
Colorado
USA
Tel: +1 970 305 8721