
Canpedia®
NOTE: THIS PAGE WILL BE UPDATED CONTINUOUSLY.
Term | Image | Description |
Abrasion | A serious container handling defect due to mechanical wearing of the metal plate wherein the metal has been reduced to less than 50% of its normal thickness resulting to metal plate weakening. | |
Acid Salts Corrosion | A serious three-piece can body manufacturing defect due to acidic residues on the outside of the side seam area that result in rusting, or any deposit of salts on the inside of the can. | |
Aerosol Can |  | A gas-tight container equipped with a valve that is designed to hold the product and the propellant gas under pressure. When the valve is opened, generally by finger pressure, the product is dispensed. (intracen) |
Aluminium | 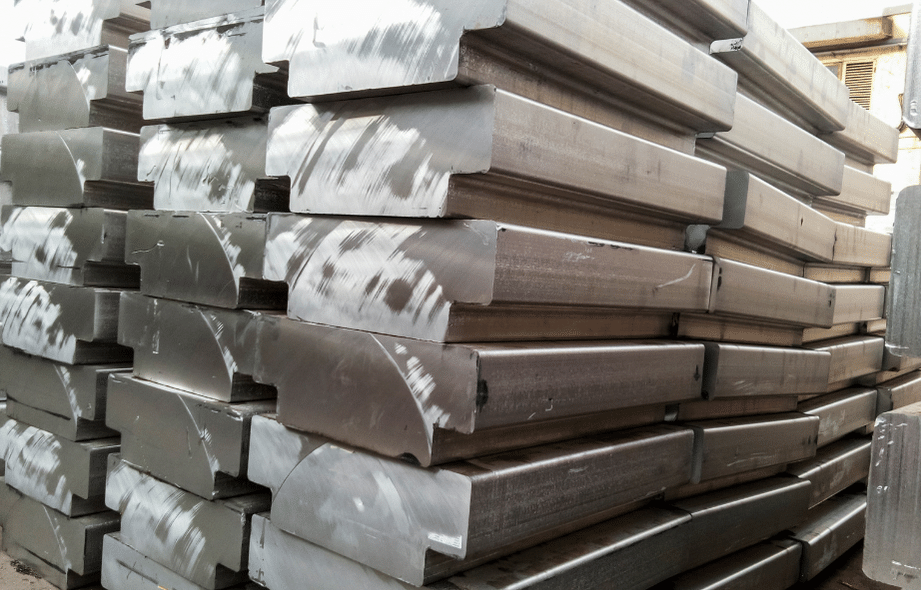 | A metal refined from bauxite ore into ingots by electrolysis. The ingots are rolled into thin sheets of foil or drawn and formed into can bodies. (intracen) |
Aluminium Foil Container | ||
Beading |  | The process wherein concave (interior bead) or convex (exterior bead) areas are formed spanning the can circumference to provide additional strength and stability to the body. (allstatecan) |
Beverage Ends |  | Ends that have an easy opening from which the drink will pour out of the can perimeter. |
Blank | A pre-cut metal sheet that is trimmed/sheared to a specified size will form the body of cans. | |
Blown Can | a. A serious manufacturing defect wherein the cans have swelling or have ends that are distended to varying degrees. | |
Body Bead | Ridges or rib-like indentations on the can body located singly or in clusters on the general body area to provide resistance to lateral abuse such as denting. | |
Broken Chuck | a. A serious double seam defect wherein a portion of the double seam is not properly ironed-out due to a void in the chuck lip or insufficient tightness. | |
Buckled (Double) Body | a. A serious can body defect which occurs when two body blanks form the body of one can. | |
Burned-Through Weld | A serious can body manufacturing defect due to excessive local heat caused by the presence of foreign materials such as inside or outside coating, dirt, oil or grease and contaminated weld wire. | |
Burrs on Curl | A can end manufacturing defect characterized by a rough protrusion of metal plate on the cut edge of the curl caused by the end press not cleanly shearing the curl to the desired size. | |
Can Body | The cylinder-shaped portion of a can to which the top and the bottom ends are attached by double seaming. (suretorque) | |
Clinching | The process prior to double seaming wherein the curl of the end is bent under the flange of the body to hold the end loosely in place. | |
Clipped (Incomplete) Curl | A can end manufacturing defect caused by plate misfeed under the die and is characterized by clips or cuts in the curl end resulting in loss of overlap. | |
Clipped (Incomplete) Flange | a. A can body manufacturing defect characterized by clips or cuts in the flange resulting in reduced or zero overlap in the double seam. | |
A roller machine that applies lacquer to coils or sheets. | ||
Coater Drip | A coating application defect which appears as tiny hard metallic bubbles of coating on the can surface resulting from drips or splashes during coating operation. | |
Coating | The process in which a metal is covered with another material/substance for protection against corrosion and to ensure that the metal containers are safe for filling. | |
Coating Ash | a. A coating application defect characterized by the presence of small particles on the coating surface that are often black in colour. | |
Coating Skips | A coating application defect characterized as any discontinuity (bare spots, hairline skips, eyeholing) in the coating due to the presence of dirt, grease or other foreign material on the metal plate prior to coating and/or | |
Coding | Lettering, numbering or designs that are permanently stamped on either end of the can, which may be raised (embossed) or in relief (indented) form. | |
Coil Line |  | a. Machine used for sheet metal fabrication. |
Cold Solder | A critical three-piece can defect characterized as a discontinuity (gaps or voids) or a rough and spongy irregularity of the side seam solder fillet that may occur due to very low solder temperatures. | |
Cone End | A tapered shape lid is generally used on general line cans. It has the general shape of a frustum of a cone. (suretorque) | |
Corrosion | A critical container defect which shows deterioration of the metal plate from the inside or outside of the container as a result of chemical reaction. | |
Countersink | Part of the integral end of a two-piece that can provide strength to the integral end. | |
Crossover (Juncture) | That portion of the double seam that intersects with the side seam or lap of a three-piece can body. | |
Crown Cork End |  | A metal closure is lined with cork or plastic. The cap is crimped around its rim over the finish of a bottle to provide a hermetic seal. (packagingschool) |
Curl | The extreme edge of the can end which is turned inward when the double seam is formed to become the end hook. | |
Curling | The process wherein the extreme edge of the end component is turned inward to provide a safe, finished curved edge. The curl forms the cover hook in a double seam. (packaging-labelling) | |
Distorted Reform Ridge | a. A major three-piece can defect indicated by the creasing of the body and flange area on the reform ridge of reformed cans such that it affects the integrity of the double seam or fractures the metal plate. | |
Dome End | A closure that is fitted to the can base to withstand internal pressure. (Metal Packaging Manufacturing Association, n.d.) | |
Double End | A critical can end manufacturing defect wherein two independently formed ends are stuck together and double seamed onto a can body resulting to a double seam which appears to have additional thickness and length with just the inner end that is compound lined. | |
Double Seam |  | A joint attaching the top or bottom end of a metal can to its body, formed by interlocking the edges of the end and the flanged body, double folding and rolling firmly together. (packagingschool) |
Drawing | a. The operation of reforming sheet metal without changing its thickness. | |
DRD Can | Type of container that had undergone drawing and redrawing operations. | |
Droop | A double seam defect wherein there is a smooth projection of the end hook of the double seam below the bottom of the normal seam which may be due to the inclusion of product or foreign material in the double seam, excessive amount or uneven distribution of sealing compound, or too long body hook. | |
DWI Can | Type of container that had undergone drawing and wall ironing operations enabling the cup to have smaller diameter with thin walls while increasing its height. | |
Earing | a. A phenomenon in which the top of a can is slightly wavy or has small ripples called 'ears' due to drawing and ironing processes. | |
Easy Open End |  | A can end that is scored on the circumference and fitted with a gripping device (tab) for easy removal of end. (tricorbraun) |
Enamel Rating | The method of checking the integrity of the can's lacquer layer by measuring its conductivity. (fmea) | |
Extruded Can | a. A container where the height is greater than the diameter and may only be formed in aluminium. | |
Flange | The outward flared edge of the can body that becomes the body hook of the double seam. | |
Flanging | The process in which a projecting or flared edge is formed by bending outwards the rims of the can body-cylinder to enable heads and bottoms to be double seamed to the body. (tricorbraun) | |
Flexibles | These are containers made out of aluminium foil, plastic, or paper materials. | |
Fractured (Cut or Torn) Seam | A serious double seam defect is characterized by physical tearing or cutting through of the outer layer of the metal plate on the double seam, such that the inner layers of the double seam are exposed and the integrity of the double seam is compromised. | |
Full Aperture Easy Open Ends (Key-Open Style) | Ends with a key that is inserted onto the key tab and rotated, rolling up the tab, tearing the metal along the scoreline, and rolling the end from the can. | |
Full Aperture Easy Opening Ends (FAEO) | Ends with a ring pull that when the ring is pulled, the complete end will detach resulting in a full aperture. Commonly used for foodstuff (both human and animals) such as pet food, soup, vegetables, etc. | |
Headspace | The empty space in the can that is not filled with product. | |
Hermetic Seal | A seal that excludes air and will be leakproof at normal temperatures and atmospheric pressures. (tricorbraun) | |
Inverted Inside Coating (Inverted Body Blank) | a. A serious three-piece can body manufacturing defect for soldered cans while a minor defect for welded cans unless there is a product-container incompatibility. | |
Ironing | The operation of thinning the wall of a two-piece can by passing it through-hardened circular dies. | |
Key Tab | The portion of the can end projecting from the double seam where the key for key-open style full aperture easy open ends is inserted to be able to open the can. | |
Lacquer | A solvent-based, clear protective layer is applied on metal surfaces for corrosion protection, to limit the interaction between the can itself and the food product, and to avoid discolouration of food product pigments packed inside the can. | |
Laminated Plate | A serious metal plate defect wherein folds or layers of plate are rolled into a single plate thickness but do not bond together during rolling and will separate when the metal is worked during can manufacture. | |
Ribs |  | These are indentations applied on metal can enhance its resistance against deformation caused by operation processes or by changes in pressure during the shelf life of products. (lup) |
Lithography | a. A method of printing or decorating flat surfaces by means of plates. | |
Metal Coil |  | a. Sheet metal rolled from slab or ingot that has been wound into coiled roll. |
Metal Sheet |  | Metal that has been cut from a metal coil, formed by an industrial process into thin, flat pieces, and sheared to form blanks. |
Mislocked Side Seam | A critical three-piece can defect characterized by failure of the side seam hooks to interlock along the entire length which may be due to side seam hooks that are damaged prior to assembly or misassembled. | |
Misnotch | A critical three-piece can defect indicated by a gap in the side seam lap area where the notched or cutaway section is not overlapped by metal plate resulting in an incomplete flange which is due to body blank misalignment during notching. | |
Necked-in Can | A major three-piece can defect wherein the can body has an end diameter that is unintentionally smaller than the main body cylinder diameter which is caused by disassembly of the body blank edges during side seam formation. | |
Necking | The process wherein the can diameter which is initially cylindrical is reduced by bending inwards the upper rim of the can to accommodate the smaller end. (cantechonline) | |
Notch | The small cut-away portion of the body blank in the lap area which will reduce the amount of material in the area where a double seam will be formed. (https://inspection.canada.ca/preventive-controls/metal-can-defects/eng/1510763304486/1510763304952) | |
Offset Printing | The process of printing by indirect image transfer, especially by using a metal or paper plate to ink a smooth rubber cylinder that transfers the ink to the paper. (packagingschool) | |
Off-Register Body Blank Coating | A critical three-piece can defect due to misplaced inside and/or outside coating application or off-register sheet slitting into body blanks resulting in coatings on the margins along the body blank edges forming the side seam. | |
Panelling (Buckled Can) | a. A serious container profile defect where the can body has collapsed or been sharply distorted such that the internal coating has fractured or the double seam or side seam has been distorted. | |
Panels | These are raised or depressed surfaces of the integral end of two-piece cans which provide strength or alter container capacity. | |
Peaked Can (Buckled End) | A major container profile defect wherein there is a permanent outward distortion of the can end in the form of pyramidal-like deformities near the double seam which adversely affect its integrity. | |
Peel-off membrane End | A type of closure which has a membrane that seals the content from any external environment. The membrane sometimes sits inside a penny lever-type opening but is more often protected by a plastic cap. These lids are mostly used for milk powder. | |
Penny Lever Ends | A reclosable cover for the opening of a container such as paint cans and can be opened using a penny as lever. | |
Pin-Hole | A serious metal plate defect is caused by foreign particles that may be rolled into the plate during rolling operation but do not bond with the plate. These particles may pop out leaving a hole in the plate when it is worked during can manufacture or flex during retorting. | |
Pull Tab | A ring-shaped feature attached to the end panel by the rivet which may be constructed of different material than the end. | |
Pull Tab Rivet Fracture | a. A critical can end manufacturing defect which shows a break in that portion of the end panel from which the rivet is formed. | |
Redrawing | The operation of reforming a two-piece can into one of smaller diameter and therefore greater height without changing its thickness. | |
Rivet | The drawn part from the can end where the tab is attached ensuring end integrity. | |
Sanitary Ends | These are the conventional/normal type of lids that can be opened with an old fashioned can opener. | |
Scoreline | a. A single or double line that follows the perimeter of the end. | |
Scrap-in-Die Marks | A critical can manufacturing defect showing abnormal marks or impressions on the metal plate which may vary in size, shape, and depth which may affect flange formation resulting to double seam defects. | |
Sealing (or Gasket) Compound | a. A sealing material consisting of a water or solvent dispersion of rubber placed in the curl of the can end. | |
Seaming | The canning operation wherein a hermetic seal is formed by mechanically interlocking the can body to a can end. (wiki) | |
Side Seam | The lap joint formed when connecting the two edges of the body blank. | |
Shell | A plain lid that is stamped from a metal coil and transferred to a conversion press which converts the lid into an easy-open end. | |
Slitting |  | Process of cutting a sheet of metal into narrower strips. |
Soldering | A method for sealing the side seam and other joints of metal cans using a tin-lead alloy. Soldered seams are usually folded or hooked (lock seam), and must be lacquered to prevent corrosion and migration of metals into the product. (packagingschool) | |
Tab Hook (Tongue Hook) Radius | Part of the key tab area formed by the tab acting as an end hook which is tucked into the double seam. | |
Thermal Curing | A temperature-induced chemical reaction process that dries or sets inks, coatings or adhesives to increase their ability to withstand corrosion, erosion and degradation. | |
Three-Piece Can | A container consists of a cylindrical body rolled from a piece of flat metal with a longitudinal seam which is usually formed by welding, together with two can ends that are seamed onto each end of the body. | |
Tin-Free Steel | Chromium-coated steel. Because it is used in food cans just like tin plates, it ironically is classified as a tin mill product. | |
Tinplate | Thin sheet steel with a very thin coating of metallic tin. | |
Tube | a. A cylindrical container of thin, flexible metal with integral shoulder and neck, with a screw cap closure made of plastic. (tricorbraun) | |
Two-Piece Can |  | A container is made from a metal disc that is reformed into a cylinder with an integral end to become a seamless container wherein a loose end is seamed to finally close the can. |
UV Curing | The photochemical process instantly dries or sets inks, coatings, or adhesives using high-intensity ultraviolet light. | |
Varnish | a. A clear protective coating applied to the metal. | |
Voids | The nonmetal areas at the ends of the end hook and body hook of a double seam wherein the void at the end of the body hook must be filled with compound for hermetic sealing. | |
Vee (Lip or Spur) | A critical double seam defect showing a sharp 'V' shaped projection of the end hook of the double seam below the bottom of the normal seam resulting to the absence of overlap. | |
Welding | A side seaming method for metal cans wherein the side walls are attached to one another through the use of heat and without using lead. (packagingschool) | |
Weld Joint | A critical metal plate defect characterized by an obvious black line (joint) running across the can end or body which results when two coils of plate are joined together in the steel mill. |
OFFICE
Spain
Romà Piera i Arcal, 8
08330 Premià de Mar (Barcelona)
Spain
Multilingual Main Tel:
+34 937 549 526
Email: [email protected]
Hong Kong
11th Floor Dah Sing Life Building
99 Des Voeux Road Central
Hong Kong
Tel: +852 2127 0699
Philippines
808 Citystate Centre Building
709 Shaw Boulevard
1600 Pasig City
Philippines
Tel: +63 2 8696 6965 /
+63 2 8696 6978
USA
7691 N.Overland Trail
80524 Fort Collins
Colorado
USA
Tel: +1 970 305 8721